所有产品及解决方案视频
新闻与活动
多媒体
科盈·福尼斯助力智能化生产制造 催化制造变“智造”
压力筛筐自动焊专机
Fronius 智能化焊接在航空航天领域
Fronius TPS/i 引领焊接技术智能化革命
Fronius iWave 的应用场景
Soyer SRM 均衡磁场焊接技术
Omax 水刀可以切什么材料
Omax ProtoMAX 小型水刀加工一体机
Soudax GMF Genius 中频逆变焊机
产品介绍
安装与操作
解决方案

- 可与脉冲焊及 TACKING(点固焊)功能结合使用。与 TACKING 功能结合使用,可轻松实现漂亮的焊缝外观。
- 由于焊接时间短,熔池易于控制,避免了熔透,不会烧穿,无论是角焊还是对接焊缝。
- 由于“间断焊接时间”较低,“基极电流”较小或为零,“间隔时间”可以加大,因此可以控制焊接热输入。非常适合焊接薄板及补焊,譬如对边缘的焊接,如模具修复焊时可在压铸模具上焊出尖角。
- 减少返工,也适于特殊要求的焊接。
- 可对电流、时间及各种参数组合进行有效调节。CycleTIG 可以 ms(毫秒)级调节焊接脉冲值。
- 新增参数:
(a)间隔周期:可设置重复的周期数;
(b)焊接时间:设置每个循环中实际焊接电流持续时间;
(c)间隔时间:设置小电流或无电流间隔时间;
(d)基值电流:设置间歇期的电流值。
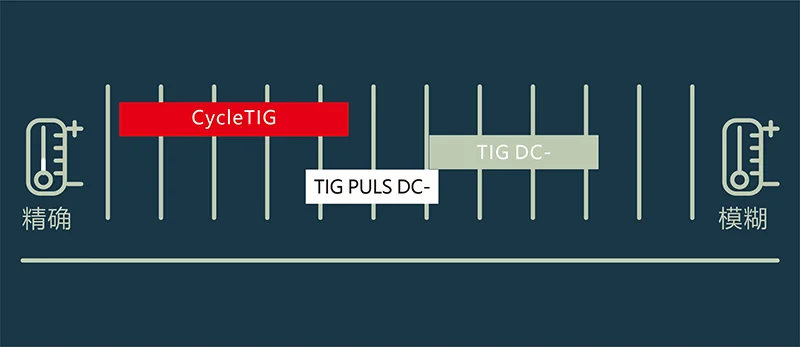
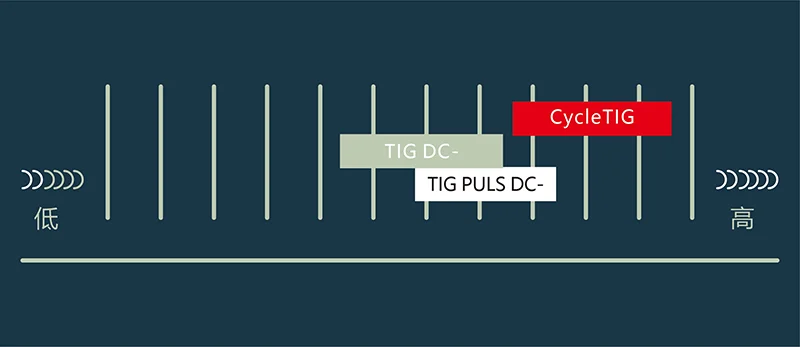
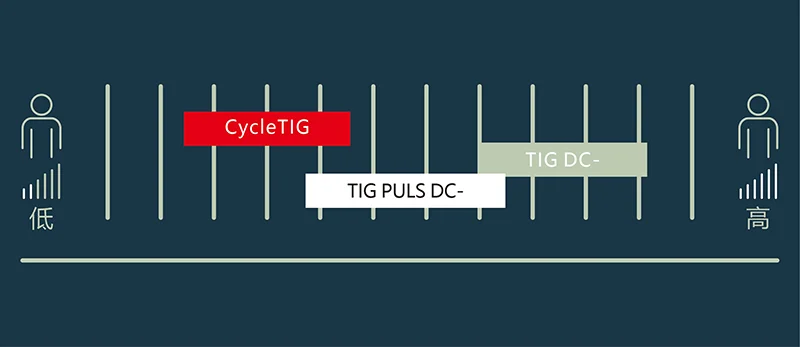
工艺对比:CycleTIG vs TIG