设备咨询
请填写以下表单,我们的销售代表会尽快与您联系
速度快、温度低、几乎无飞溅

“冷”焊接工艺–CMT,意味着可在所有材料上应用并获得显著的效果,相较于其他焊接工艺,它拥有更稳定的电弧和更精确的工艺控制。例如与传统 MIG/MAG 焊接相比,这种工艺真的是“冷过渡”。或者更为准确的说,是在冷和热之间持续交替变换。这创造了更好的焊接效果和无限的可能。例如:无飞溅焊接和钎焊接头、钢和铝之间的焊接、0.3 mm 厚的超薄板焊接以及许多其它的应用。
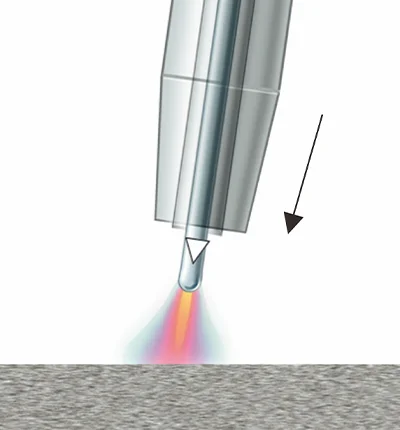
电弧引燃,焊丝向前给进
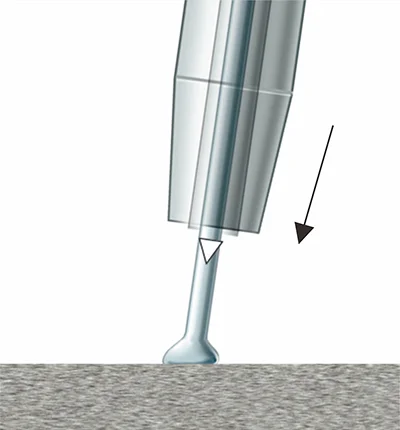
当熔滴进入熔池,
电弧熄灭,电流减小
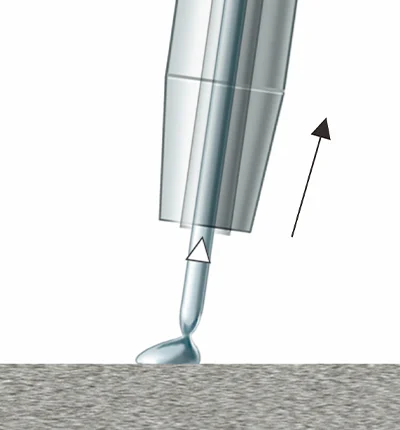
焊丝回抽使熔滴脱落,
短路电流保持较小值
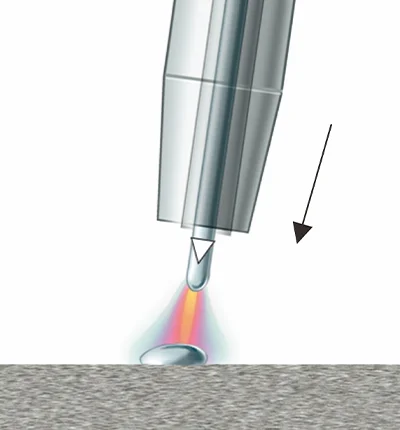
焊丝回到进给状态,
熔滴过渡依此过程循环往复
数字化工艺控制,当监测到短路瞬间, 通过控制焊丝回抽帮助熔滴过渡–最高可达 90 次每秒钟!
在焊接过程中,焊丝向前运动一旦接触工件发生短路,焊丝便被回抽,这意味着在产生电弧时,电弧本身只有短暂的热量输入。
焊丝的回抽运动有助于短路过渡时熔滴的分离,短路过渡始终被控制,并保持很小的电流,这样的结果是:无飞溅的金属熔滴过渡。
电弧长度通过机械式的监测和调整。无论工件表面材质如何或您想以何种速度焊接,电弧始终保持得非常稳定。这表示您可以在任何地方和任何位置使用 CMT 工艺。
CMT AC 变极性焊接技术通过正负极性交替作用,实现了焊接高熔敷效率的同时熔敷率可精确调节。在保持 CMT 技术原有的焊丝双向运动特性的基础上,复加了极性变换控制技术,而且极性变换发生在短路瞬间,无需大能量强制转换,可以保证 CMT 焊接过程的稳定可靠,原有的低热输入量,无飞溅焊接等特点得到了进一步的提升。因此,CMT AC 变极性焊接技术可以进一步控制热输入量,同样能量输入条件可获得更高熔敷效率,并且使得焊接变形更轻微。
* 带 Multiprocess Pro 的 iWave AC/DC 可使用 CMT AC
CMT 变极性焊接:正负极性周期变换的 CMT 焊接。整个过程焊丝不断双向运动。
CMT 变极性复合脉冲焊接:正负极性周期变换并且在极性周期加入脉冲电流,冷热变化悬殊的焊接方法。
CMT 变极性焊接技术可确保在多种材料上实现大间隙搭桥接连。
在短路瞬间实现正负极性转变。无需大电压强制转换,整个过程快速准确,稳定性能非同一般。

这种新型的双丝同步焊接技术在焊接市场上是具有代表性的,可以保证从开始引燃电弧到结束时填充弧坑的整个过程都将电弧控制得非常稳定。该工艺方法的优越性:熔深大,焊缝侧壁熔合性优异,并且几乎无飞溅。卓越的精细控制性能与“前后丝”焊接方式相结合使得 CMT Twin 非常简单使用。一旦主丝引燃,辅丝电弧就会自动与之匹配。以往的焊接方法都不具有比这更好的自我调节性能。通过这样的方式还可以将 CMT 冷金属过渡技术与 Pulse(脉冲过渡)结合在一起从而在各种焊接应用中取得优质的焊接效果。
CMT Universal:节省时间、标准应用的焊接设定简便,以及易于控制的电弧。
CMT Root:强力电弧外加良好的间隙搭桥能力可轻松焊出打底焊道,即使在定位焊时也是如此。
CMT Galvanized:焊接镀锌金属板时,锌气孔风险低,锌烧损减少。
CMT Dynamic:集中电弧在高焊接速度下具有深熔深。特别适用于夹角较小的应用。
CMT Gap Bridging:由于电弧压力低而优化的间隙搭桥能力。
CMT Mix:这是一种 CMT 与其他工艺混合应用的焊接工艺,通过控制脉冲电流实现更高的热输入,适用于铝及不锈钢的焊接。
CMT Cladding:在 CMT 工艺中,由于热输入较低,母材的熔化程度也相对较低。因此,母材和堆焊材料的冶金混合最多减少 75%,进而在堆焊过程中节省成本。
CMT Braze:实现钎焊材料可靠浸润和良好侧壁浸润特性的理想之选。
CMT Braze+:借助具有小开口的特殊气体喷嘴和高保护气体流速实现高钎焊速度。
CMT Cycle Step:精确定义周期,从而确定最佳熔滴分离的焊接时间。
| 产品型号 | TPS320i CMT | TPS400i CMT | TPS500i CMT | TPS600i CMT | iWave 500i AC/DC | CMT Twin |
| 电源电压 | 3×400 V | 3×400 V | 3×400 V | 3×400 V | 3×400 V | 2×3×400 V |
| 电源电压容差 | +15%/-15% | +15%/-15% | +15%/-15% | +15%/-15% | +15%/-15% | 2×(+15%/-15%) |
| 电源频率 | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | 2×50/60 Hz |
| 电源保险丝保护 | 35 A | 35 A | 35 A | 63 A | 35 A | 2×35 A |
| 最大初级电流(100%) | 19.4 A | 25.1 A | 37.5 A | 57.3 A | 39.2 A | 2×37.5 A |
| 功率因数 | 0.99 | 0.99 | 0.99 | 0.99 | 0.99 | 2×0.99 |
| 焊接电流范围(MIG/MAG) | 3-320 A | 3-400 A | 3-500 A | 3-600 A | 3-500 A | 2×3-500 A |
| 焊接电流范围(TIG) | 3-320 A | 3-400 A | 3-500 A | 3-600 A | 3-500 A | 2×3-500 A |
| 焊接电流范围(MMA) | 10-320 A | 10-400 A | 10-500 A | 10-600 A | 10-500 A | 2×10-500 A |
| 10 min/40℃ 40% 暂载率 | 320 A | 400 A | 500 A | / | 500 A | 2×500 A(40%) |
| 10 min/40℃ 60% 暂载率 | 260 A | 360 A | 430 A | 600 A | 430 A | / |
| 10 min/40℃ 100% 暂载率 | 240 A | 320 A | 360 A | 500 A | 360 A | 2×360 A |
| 开路电压 | 73 V | 73 V | 71 V | 74 V | 101 V | 2×71 V |
| 工作电压(MIG/MAG) | 14.2-30.0 V | 14.2-34.0 V | 14.2-39.0 V | 14.2-44.0 V | 14.2-36.5 V | 2×14.2-39.0 V |
| 工作电压(TIG) | 10.1-22.8 V | 10.1-26.0 V | 10.1-30.0 V | 10.1-34.0 V | 10.1-30.0 V | 2×10.1-30.0 V |
| 工作电压(MMA) | 20.4-32.8 V | 20.4-36.0 V | 20.4-40.0 V | 20.4-40.0 V | 20.4-40.0 V | 2×20.4-40.0 V |
| 防护等级 | IP 23 | IP 23 | IP 23 | IP 23 | IP 23 | 2×IP 23 |
| 冷却方式 | AF | AF | AF | AF | AF | 2×AF |
| 认证标准 | CE/S | CE/S | CE/S | CE/S | CE/S/CCC | 2×CE/S |
| 最大噪声排放(LWA) | 74 dB (A) | 74 dB (A) | 74 dB (A) | 83 dB (A) | 77 dB (A) | 2×74 dB (A) |
| 尺寸(长×宽×高 mm) | 706/300/510 | 706/300/510 | 706/300/510 | 706/300/510 | 706/300/720 | 2×706/300/510 |
| 重量(kg) | 35.0 | 36.5 | 38.0 | 50.0 | 69.6 | 2×38.0 |