设备咨询
请填写以下表单,我们的销售代表会尽快与您联系
优化的脉冲焊电弧
多功能脉冲控制(PMC)工艺是脉冲工艺的进一步发展,其特点是提高了焊接速度和降低了热输入量。“恒熔深控制”和“电弧稳定控制”功能确保了恒定的熔深和更快的焊接速度。凭借经优化的脉冲特性曲线,Pulse Multi Control 可提供高焊接速度和高质量焊接。
SFI 引弧在低电流水平下引起焊丝的回缩运动;这可确保焊接开始时的稳定性和可重复性。此外,SFI HotStart 在引弧过程中可增加电弧能源,从而降低熔合缺陷的风险,特别是在铝材的应用上。

通过准确调节控制提高了工艺稳定性;无飞溅引弧(SFI);经改进的脉冲形状。

焊接速度提高了 15%;能量输入降低了 15%;稳定的熔深。

PMC Mix 特性曲线优化了立向上焊缝;通过弧长和熔深稳定器实施 100% 控制;借助 PMC Ripple Drive 可获得 TIG 型焊缝鱼鳞纹。
适合焊接薄板或超轻板材接头:PMC AC 工艺可在恒定的熔敷效率下实现低热输入。这项技术的特别之处在于,可以通过修正参数轻松调整正负能量。因此可以准确控制热输入。
* 带 Multiprocess Pro 的 iWave AC/DC 可使用 PMC AC
PMC Universal:适用于大多数焊接应用场合且无需考虑焊缝类型或位置。
PMC Arc Blow:大电流和低电压的结合使这些特性成为可能。因此,该特性非常适合开口角度较小的窄焊缝,同时也非常适合需要高焊接速度和高熔深的应用。
PMC Dynamic:性能经改进后可防止外部磁场所导致电弧偏吹引起的断弧。
PMC Mix:非常适合焊接立向上焊缝。与传统的短路过渡电弧相比,由于不需要摆动,这一特性可实现较高的焊接速度。这是通过将 PMC 和 LSC 短路过渡电弧结合实现的。
PCS:集脉冲电弧和喷射电弧优点于一身的特性曲线。PCS 特性可改进焊接效果,特别是在涉及小间隙、角焊缝和打底焊道的应用中。
PMC Braze:钎焊速度快、浸润性可靠且钎料流动性佳。
PMC Multi Arc:改进了相互影响的多个电弧焊接同一部件时的焊接性能。
PMC Cladding:熔深浅、稀释率低且焊缝流动范围广。
PMC Galvanized:以安全、可重复的方式焊接镀锌板,可减少锌气孔和锌熔化烧损。
PMC Mix Drive:良好的间隙搭桥能力。PMC 和短路过渡电弧之间的工艺变化,结合反向焊丝运动,实现高速焊接。
PMC Ripple Drive:PMC 特性曲线使焊缝外观令人印象深刻。可生成具有 TIG 外观的美观焊缝。然而,由于采用了良好协同的脉冲工艺,并结合设定的停顿时间,其速度明显高于 TIG。
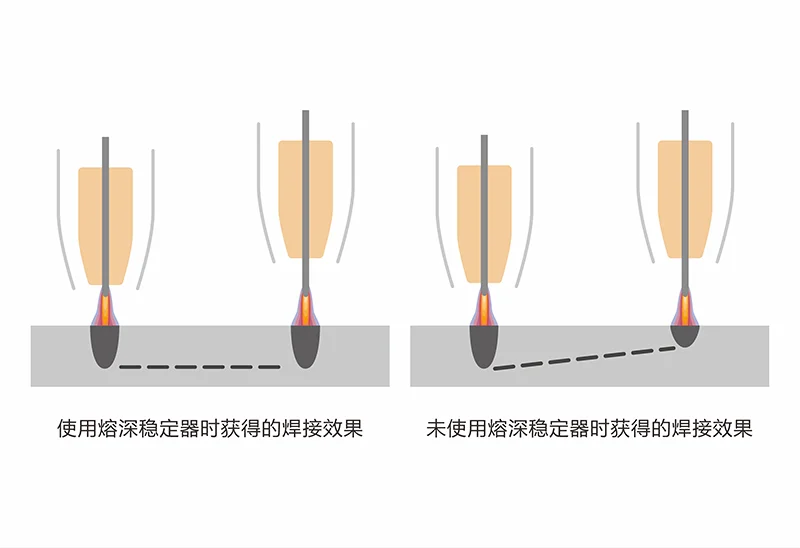
激活熔深稳定功能后,系统可在不调节焊接电流的情况下重新调整送丝速度。这可确保熔深的稳定性。附加焊丝控制可在焊枪与部件之间的距离发生变化时保持电流和熔深恒定。因此电弧变得更加稳定,而熔深始终保持不变。
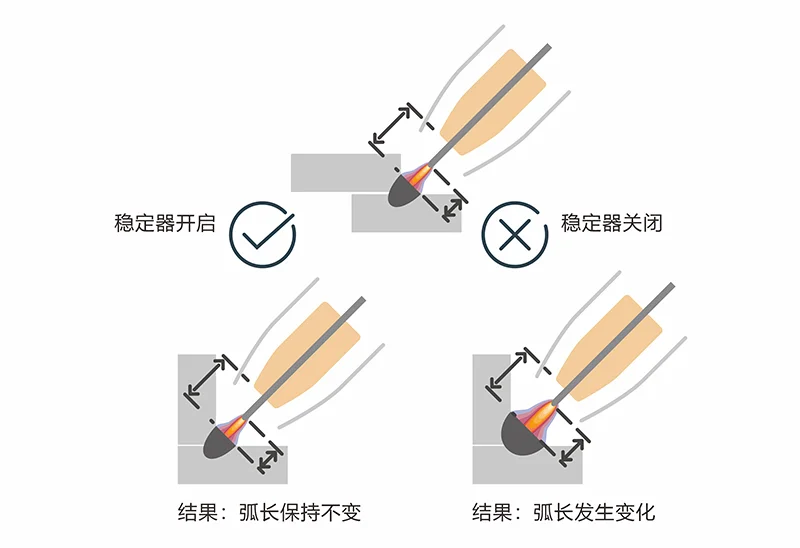
弧长稳定器使弧长保持恒定。短路响应稳定且不断调节。无论焊接位置、焊缝几何形状或干扰如何,调节后的短路过渡电弧特性保持不变。