设备咨询
请填写以下表单,我们的销售代表会尽快与您联系
应对各种焊接挑战的利器

TPS/i 系列是奥地利 Fronius 公司最先进的焊机,其高达 600 A 的巨大功率可满足钢、不锈钢和铝合金等焊接应用的高要求。智能化、模块化结构和多种扩展能力为各种不同应用提供了充分的灵活性和更高效率。
拥有 TPS/i 智能化焊机,即已掌握应对未来焊接挑战的解决方案,足以充分释放焊接方面的巨大潜力。

得益于创新的触摸屏设计,可快速简捷地设置所有焊接参数。菜单提示有 30 多种语言可选择,界面友好。

支持恒熔深控制与自适应弧长调节,实现高精密高质量的焊接。
多种焊接软件包实现多功能扩展:模块化结构配合个性化定制软件包,TPS/i 可以很容易地适应各种不同的焊接要求。
以用户为中心,持续不断研发。各种应用软件、焊枪及其他组件, TPS/i 足以轻松应对各种焊接挑战。
根据具体应用情况,快捷方便地进行需要的设置。模块化结构和定期的软件升级更新扩展了系统的功能范围,为用户提供了完美的系统配置,可以适应各种挑战。直流焊或脉冲焊工艺软件包可作为基本配置。进一步开发的先进焊接工艺软件包,如 LSC、PMC 或 CMT 工艺软件包,可用于要求特别苛刻的焊接场合。

提供标准直流焊接工艺特性,专为通用气体保护焊而优化设计。
适合常规钢材的气体保护焊。

提供标准脉冲焊接工艺特性,通用性强,焊接质量出色,可减少飞溅,优化焊缝成形。
适合焊接碳钢、高强钢、铁素体/奥氏体 CrNi钢、双相钢、镍基材料、铝及铝合金、铜合金、镁合金及其他特殊材料。

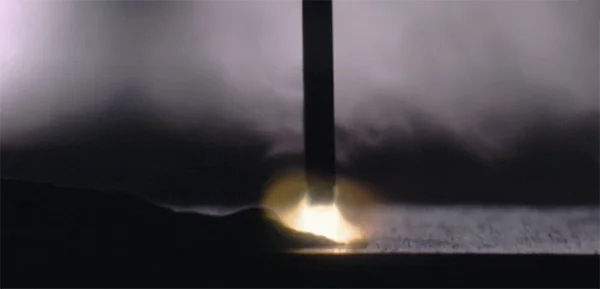
极其稳定的冷金属过渡焊工艺:独特的熔滴分离方式最大程度地降低了焊接热输入量;焊丝双向运动极大地减少了飞溅产生;甚至以前使用钎焊或粘接的场合都可以用 CMT 焊接工艺来代替。
LSC 工艺与普通直流焊接电弧有显著的不同,短路过渡阶段电流值很低。因此,能获得稳定的焊接流程。
特别适合钢的 100% CO2 焊接。

通过优化脉冲特性,PMC 能提供高焊的高质量焊缝。具有恒熔深和自适应弧长控制功能,方便快捷实现对电弧精确而稳定的控制。

间断焊功能
不仅可实现波纹状的焊缝外观,而且可精确调节实现有规律的焊接和停止焊接,可以进一步减少热量输入,从而减少薄板焊接变形。由于采用无飞溅起弧功能(SFI),每个循环都可以实现安全而清洁的起弧。
双脉冲功能
可轻松实现全位置焊接。由于热输入量可方便地调节,双脉冲功能特别适合焊接铝合金,以及在一些难以焊接的位置施焊。
| 产品型号 | TPS 270i C | TPS 320i C | TPS 320i | TPS 400i | TPS 500i | TPS 600i |
| 电源电压 | 3×400 V | 3×400 V | 3×400 V | 3×400 V | 3×400 V | 3×400 V |
| 电源电压容差 | +15%/-15% | +15%/-15% | +15%/-15% | +15%/-15% | +15%/-15% | +15%/-15% |
| 电源频率 | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz |
| 功率因数 | 0.99 | 0.99 | 0.99 | 0.99 | 0.99 | 0.99 |
| 焊接电流范围(MIG/MAG) | 3-270 A | 3-320 A | 3-320 A | 3-400 A | 3-500 A | 3-600 A |
| 10 min/40°C 40% 暂载率 | 270 A | 320 A | 320 A | 400 A | 500 A | 600 A |
| 10 min/40°C 60% 暂载率 | 220 A | 260 A | 260 A | 360 A | 430 A | 600 A |
| 10 min/40°C 100% 暂载率 | 190 A | 220 A | 240 A | 320 A | 360 A | 500 A |
| 开路电压 | 57 V | 71 V | 73 V | 73 V | 71 V | 74 V |
| 工作电压(MIG/MAG) | 14.2-27.5 V | 14.2-30.0 V | 14.2-30.0 V | 14.2-34.0 V | 14.2-39.0 V | 14.2-44.0 V |
| 保护等级 | IP 23 | IP 23 | IP 23 | IP 23 | IP 23 | IP 23 |
| 尺寸(长×宽×高 mm) | 687/276/445 | 706/300/510 | 706/300/510 | 706/300/510 | 706/300/510 | 706/300/510 |