搅拌摩擦焊结构电池托盘焊接
- 项目特点
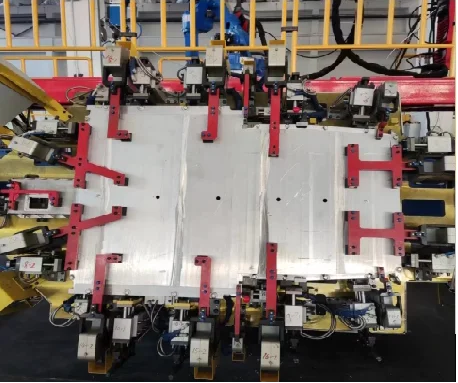
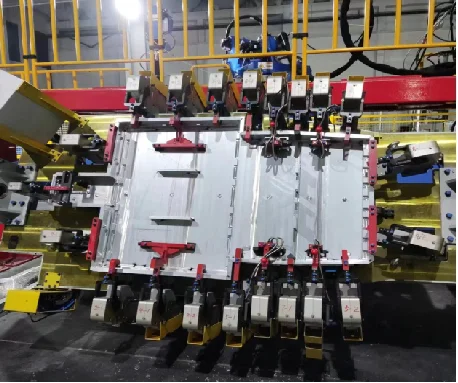
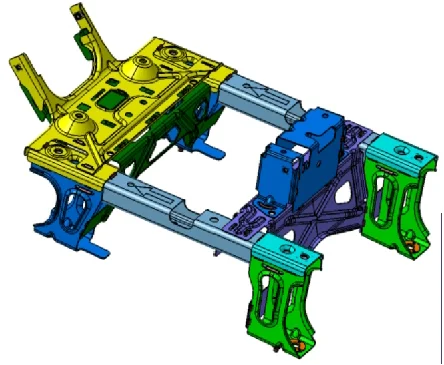
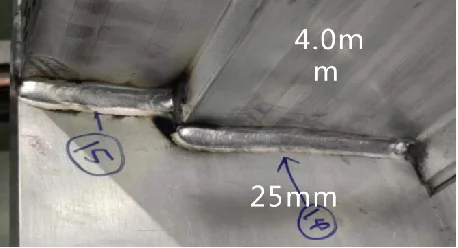
1)工件名称:电池壳体;材料:铝合金;板厚:4-25mm
2)产品工艺流程:箱体拼接焊→搅拌摩擦焊一模组梁焊接 - 项目难点
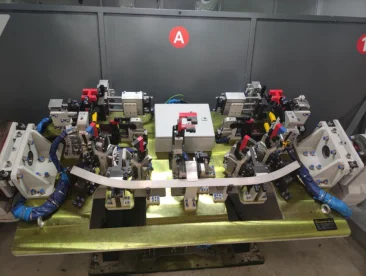
板厚4-25mm,不预热,熔深要求>1mm,并保证熔深的稳定性;工件重量>100kg。 - 解决方案
采用CMT、PMC焊接技术(焊丝φ1.6mmEr5356)+双机器人+自动化焊接工装

- 项目特点
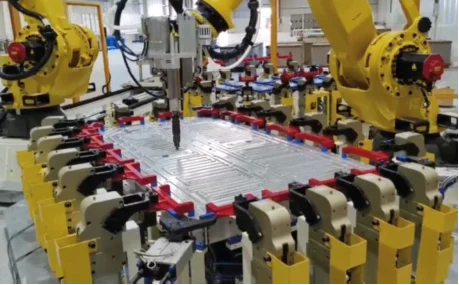
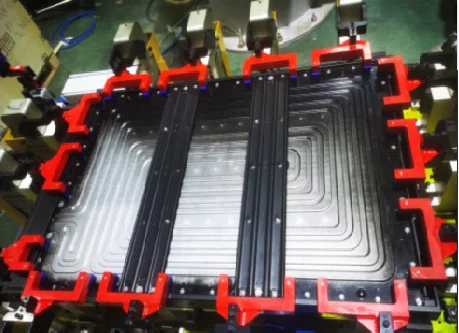
1)工件名称:电池壳体;材料:铝合金;板厚:1.5-5mm
2)产品工艺流程:搅拌摩擦焊一进行框架焊接 - 项目难点
产品的焊接量较多,焊后变形量大,平面度要求<2mm。 - 解决方案
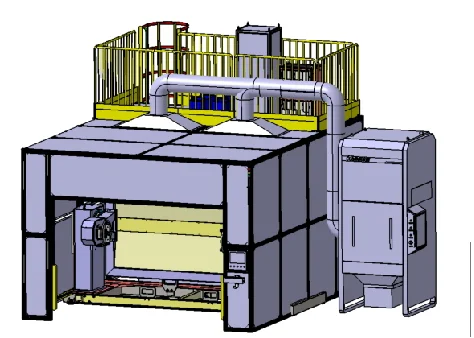
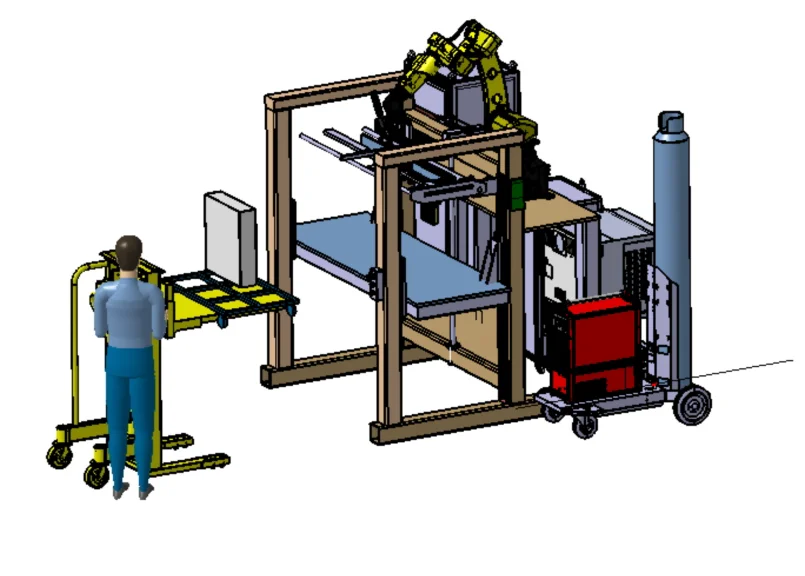
1)采用CMT焊接技术+双机器人三轴回转变位机+自动焊接工装
2)对焊接量较多的位置增加反变形结构设计